- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Sisäkierrehitsausnasta
Luotettavilta toimittajilta hankittu oikein asennettu sisäkierrehitsaustappi luo poikkeuksellisen vahvat, luotettavat liitokset korkealla veto- ja leikkauslujuudella, mikä varmistaa tasaisen laadun kaikissa projekteissa. Yli vuosikymmenen kokemuksella Xiaoguo® on rakentanut vahvoja asiakassuhteita ja luonut luotettavia kumppanuuksia tärkeimmän toimittajan kanssa.
Malli:Q 110-2012
Lähetä kysely
Tuotteen Kuvaus
Laitteiden valmistuksessa, kuten uuneissa, jääkaapeissa, pesukoneissa, sisäkierrehitsaustastat pitävät ulkopaneelit, sisäiset kiinnikkeet, eristeet ja johdotusputket paikoillaan, ja ne tekevät sen siististi ja tehokkaasti. Elektroniikkakoteloissa, ohjauspaneeleissa ja kytkinlaitteissa on vahvat kierrepisteet maadoitushihnojen kiinnittämiseen, piirilevyjen kiinnittämiseen ja osien kiinnittämiseen. Tämä pitää asiat sähköturvallisina ja mekaanisesti vakaina sotkematta kotelon rakennetta.
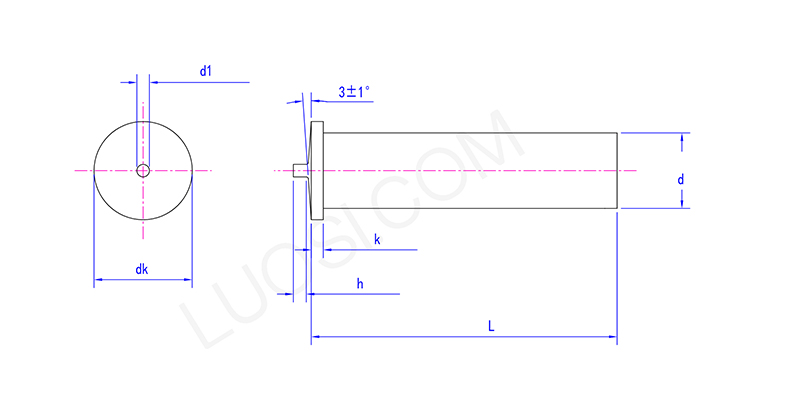
| ma | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| d max | 3.1 | 4.1 | 5.1 | 6.1 |
| d min | 2.9 | 3.9 | 4.9 | 5.9 |
| dk max | 4.7 | 5.7 | 6.7 | 7.7 |
| dk min | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 max | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 min | 0.52 | 0.57 | 0.67 | 0.67 |
| h max | 0.6 | 0.6 | 0.85 | 0.85 |
| h min | 0.5 | 0.5 | 0.75 | 0.75 |
| k max | 1.4 | 1.4 | 1.4 | 1.4 |
| k min | 0.7 | 0.7 | 0.8 | 0.8 |
Pintakäsittelymenetelmät:
Sisäkierteiset hitsauspultit ovat yleensä pintakäsittelyssä niiden käyttöiän pidentämiseksi. Yleisiä käsittelymenetelmiä ovat galvanointi, joka voidaan joko galvanoida tai mekaanisesti pinnoittaa. Tämä on kustannustehokas lähestymistapa, joka tarjoaa heille perusruosteenestoominaisuudet. Vakavammissa käyttötilanteissa ulkonemat voidaan käsitellä pinnoitteilla tai yksinkertaisesti tehdä ruostumattomasta teräksestä. Tässä tapauksessa sinun on valittava hitsausprosessiin yhteensopiva ja sopiva pinnoite ja varmistettava, että valittu materiaali tai pinnoite soveltuu ulkonemien asennuspaikkaan ja käyttöskenaarioon. Näin ne voivat olla mahdollisimman kestäviä.
Minimitilausmäärä ja alennukset:
Useimpien sisäkierteiden hitsauspulttien tavanomainen valmistamisaika (FOB) tilauksen vahvistamisen jälkeen on 25–35 päivää. Tavanomainen vientiminimitilauksemme on yleensä yksi kotelo tai yksi lava, mutta tämä voi vaihdella, varsinkin joidenkin kokojen osalta meillä on suuria määriä. Jos tilaat paljon, saatat saada parempia hintoja, ja asetamme niiden valmistuksen ja toimituksen etusijalle.
Hot Tags: Sisäkierrehitsausnasta, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.