- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
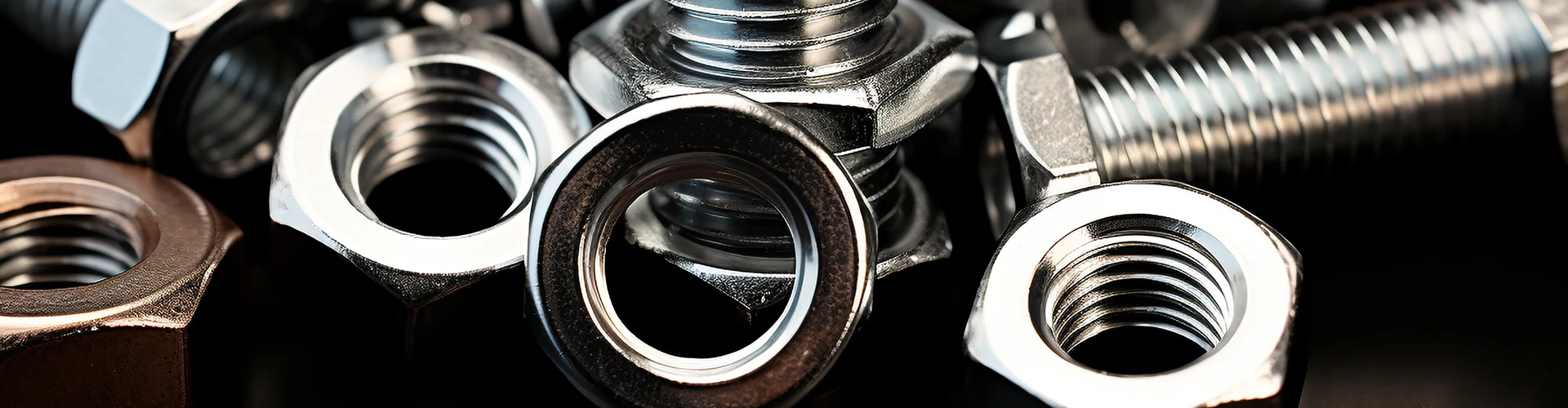


Metallinen pyöreä siipimutteri
Kiinalainen toimittaja ja valmistaja Xiaoguo® Metal Round Wing Nut tekee asennuksesta nopeaa – käsinkiristys, valmis. Metalli ei halkeile tai muotoile normaalikäytössä, joten vaihdot ovat harvinaisia. Metalliset pyöreät siipimutterit kilpailukykyisin hinnoin auttavat pitämään projektisi budjetissa.
Lähetä kysely
Tuotteen Kuvaus
Ymmärrä tuotteen yleiset ominaisuudet:
Metallinen pyöreä siipimutteri on käsin kiristetty kiinnike, jossa on kaksi pyöreää "siipiä" (eli siipilevyä) ja kierteitetty keskiosa. Näiden siipilevyjen pinnat ovat sileät ja kaarevat ulospäin, joten voit kiristää ja löysätä niitä helposti ilman vaikeuksia. Siinä ei ole teräviä reunoja, jotka voisivat vahingoittaa sormia. Tämä metallimateriaali - yleensä hiiliteräs ja pinnoitettu sinkillä tai ruostumattomalla teräksellä - pysyy tukevana ja kestävänä myös toistuvan käytön jälkeen. Langat muodostuvat rullaamalla ja ovat käytön aikana erittäin sileitä. Sitä käytetään yhdessä tavallisten pulttien ja aluslevyjen kanssa. Se löytyy yleensä kansista, kiinnittimistä, säädettävistä huonekaluista tai muista usein purettavissa olevista osista.

Metallisen pyöreän siipimutterin tekniset tiedot:
| Materiaali | 302, 303, 304, 18-8 ,316, 416, 420, 440, 440C ja muut ruostumattomat teräslaadut |
| Tuotteen muoto | Kartio, säde, ura, ura, sorvaus, viiste, uurreus, kierteitys, ulkoympyrä, päätypinta jne. |
| Halkaisija | 0,4 mm - 300,0 mm / räätälöity |
| Pituus | 3,0 mm - 800 mm. |
| Toiminta | Sorvaus, jyrsintä, poraus, kierteitys, hionta, 5-akselinen koneistus |
| Vakio | ASME, ANSI, JIS, GB, DIN, ISO, EN, NF, BS jne. |
| Sertifikaatit | ROHS, ISO9001, suolasuihkutestiraportti jne. |
| Pakkaus | Teollisuuden standardipakkaus tai asiakkaan vaatimuksen mukaan |
| Merkki | XIAOGUO |
| Maksuehdot | L/C, T/T |
| Toimitusaika | Tilausmäärästä ja asiakkaan tarpeesta riippuen ota meihin yhteyttä keskustellaksesi |
Valmistuksen laadunvalvonta:
Näin hallitsemme laatua tehdessämme metallista pyöreää siipimutteria. Ei mitään hienoa – vain shekit, joilla on merkitystä.
(1) Raaka-aineen tarkastus
Ennen tuotantoa suoritamme tarkastukset. Teknisten tietojen ja halkaisijoiden on vastattava tilauksen vaatimuksia.
Kylmän suunnan valvonta
Tuotannon alussa kone testaa näytteet. Tarkistamme laipan muodon – varmistamme, ettei siinä ole puuttuvia materiaaleja, halkeamia tai teräviä purseita. Korvien tulee olla tasaisesti pyöreät.
(2)Kierteen vierintäohjaus
Lanka muodostetaan rullaamalla. Rullatun langan tulee näyttää kiiltävältä ja tasaiselta.
(3) Kovuus- ja lujuustesti
Hiiliteräsmuttereista tai ruostumattomasta teräksestä valmistettuja muttereita varten otamme näytteitä kovuustestausta varten.
(4)Pinnanlaadun tarkastus
Tarkista pinnoitetut mutterit varmistaaksesi, että pinnoitteen paksuudessa ja peittävyyden tasaisuus ei sisällä paljaita alueita eikä kuoriutumisilmiöitä.
(5)Lopullinen silmämääräinen tarkastus ja pakkauksen tarkastus
Tarkista ennen pakkaamista, että siipipalat ovat sileät ja jäysteettömiä ja että tuotteissa ei ole halkeamia.
Aseta ne vahvistuksen jälkeen muovipusseihin tai laatikoihin, joissa on selkeät etiketit. Valmistaudu kuljetukseen.

| ma | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | M22 | M24 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| dk min | 8.5 | 10.5 | 14 | 18 | 22 | 26 | 26 | 30 | 34 | 38 | 43 |
| d1 | 7 | 9 | 12 | 15 | 18 | 22 | 22 | 25 | 28 | 32 | 36 |
| L max | 26.5 | 34 | 42 | 52 | 62 | 72 | 72 | 82 | 92.5 | 102.5 | 114.5 |
| Lmin | 23.5 | 30 | 38 | 48 | 58 | 68 | 68 | 78 | 87.5 | 97.5 | 109.5 |
| h max | 13.5 | 17.5 | 21.5 | 26.5 | 31.5 | 37 | 37 | 42 | 47 | 52 | 58 |
| h min | 10.5 | 14.5 | 18.5 | 23.5 | 28.5 | 33 | 33 | 38 | 43 | 48 | 54 |
| k min | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 16 | 18 | 20 | 22 |
| y max | 3.5 | 4 | 4.5 | 5.5 | 7 | 8 | 8 | 8 | 9 | 10 | 11 |
| y1 max | 4.5 | 5 | 5.5 | 6.5 | 8 | 9 | 9 | 10 | 11 | 12 | 13 |
Käyttövaiheet:
Metallisen pyöreän siipimutterin käsittelyvaiheet eivät ole monimutkaisia. Ne sisältävät pääasiassa kylmän suunnan muodon muodostamiseksi ja sitten pujottamisen.
(1) Raaka-aineen valmistelu
Pyöreät valssitangot, jotka on yleensä valmistettu hiiliteräksestä (kuten 1010, 1022) tai ruostumattomasta teräksestä (304, 316).
Vedä ensin valssitangot haluttuun halkaisijaan ja suorita sitten pallomainen hehkutus, jotta materiaalista tulee pehmeämpi, mikä on kätevää myöhempään kylmäsuuntaukseen.
(2) Kylmäpään muodostus (ydin)
Usean aseman kylmäsuuntauskoneella lanka leikataan ja leimataan jatkuvasti useita kertoja yhdessä koneessa. Yhdessä toimenpiteessä valmistetaan sekä kaksi pyöreää korvaa (siivet) että keskimmäinen mutterin runko.
Ensimmäinen työasema: Esitaivutus, perusmuodon ääriviivojen luominen
Seuraava työpiste: Paina molemmin puolin pyöreät siivet ja keskeltä kuusikulmainen tai pyöreä pohja.
(3) Kierteen valssaus (kierteen koneistus)
Käytä langoituskonetta tai langanrullauskonetta sisäkierteen rullaamiseen.
Kierteen rullaus tekee langan pinnasta tiheämmän ja tasaisemman.
(4)Napauta lankaa (jos se on läpimenevä reikä)
Jos mutteri on suunniteltu läpimeneväksi rei'äksi (ei sokeaksi rei'äksi), on tarpeen käyttää kierrettä sisäkierteen uudelleen kierteittämiseen, jotta varmistetaan, että kierre on sileä ja pysäytysmittari voi pysähtyä kunnolla.
(5)Pintakäsittely
Galvanointi: Yleisin tyyppi on galvanointi sinivalkoisella sinkillä tai keltaisella sinkillä.
Tummeneminen: Lyhytaikainen ruosteenesto, tumma väri, sopii kuivaan ympäristöön
Ruostumaton teräs: Pintakäsittelyä ei tarvita. Yksinkertaisesti kiillota tai passivoi.
Muut: Kuumasinkitys, Dacromet-pinnoite jne., käytetään kovaan korroosiosuojaukseen ulkona
(6)Laaduntarkastus
Langan tarkistus mittarisarjalla
Siiven muodon tarkastus (puuttuvien materiaalien ja purseiden tarkistaminen)
Kovuuden tarkastus
Suolasumutesti (asiakkaan vaatimusten mukaan)
(7) Pakkaus
Asiakkaan vaatimusten mukaan se voidaan pakata irtotavarana, muovipusseihin, paperilaatikoihin tai lavoille.
Hot Tags: Metallinen pyöreä siipimutteri, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.