- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
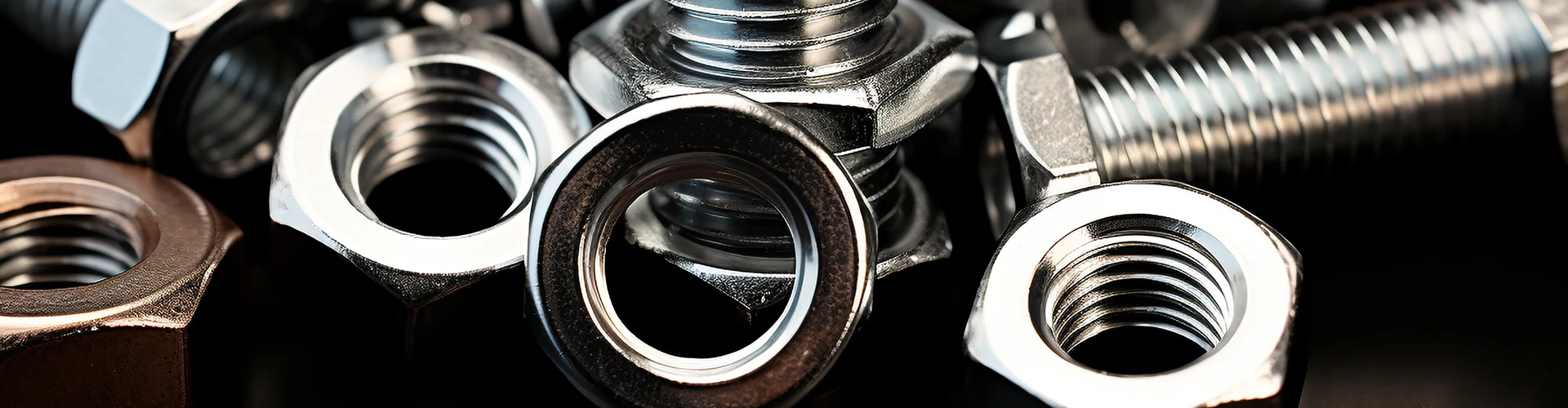





Tukeva puristusmutteri
Robust Clinching mutteri on yleensä esiasennettu komponentteihin ennen lopullista kokoonpanoa, mikä virtaviivaistaa tuotantoa. Luotettavien kiinnikkeiden löytäminen tarkoittaa Xiaoguo®-valmistajien kiinnikkeiden löytämistä.
Malli:QIB/IND CLA
Lähetä kysely
Tuotteen Kuvaus
Keskeinen syy niiden monipuolisuuteen on niiden kestävyys, mikä mahdollistaa Robust Clinching -mutterin käytön useiden sitkeiden materiaalien kanssa. Käytännössä niitä käytetään yleisesti useiden eri materiaalien kanssa, mukaan lukien pehmeä teräs, alumiiniseokset eri karkaisuilla, messinki, puhdas kupari ja jotkut ruostumattomat teräkset – austeniittinen ruostumaton teräs on yleisin. Materiaalin, johon ne laitetaan, on oltava riittävän joustava liikkuakseen puristuksissa rikkoutumatta. Myös materiaalin paksuus vaikuttaa. Jokaisella Robust Clinching -mutterityypillä on erilaisia paksuuksia, joilla se toimii, yleensä noin 0,5–6 mm (0,020–0,236”) mutterin koosta ja materiaalin lujuudesta riippuen.
Tuotteen edut:
Robust Clinching -muttereiden käyttö voi säästää paljon rahaa. Et tarvitse hitsauslaitteita, ihmisiä ohjaamaan hitsaajia, energiaa hitsaukseen tai sen mukana tulevia tarvikkeita – kuten tavaroita höyryjen poistamiseen ja asioiden turvaamiseen.
Niiden laittaminen on myös todella nopeaa. Automaattisilla puristimilla jokainen mutteri kestää yleensä vain muutaman sekunnin, mikä tarkoittaa, että voit valmistaa enemmän lyhyemmässä ajassa. Käytät myös vähemmän osia – et tarvitse aluslevyjä tai lukkomuttereita – joten osien käsittely ja seuranta on yksinkertaisempaa.
Hitsaukseen verrattuna romua ei jää paljoa jäljelle. Ja koska Robust Clinching -mutterit kestävät hyvin, kulutat vähemmän takuisiin ja virheiden korjaamiseen. Kaikki tämä tekee niistä melko halvan tavan kiinnittää asioita, kun teet niitä paljon.
| ma | 440-2 | 632-1 | 632-2 | 832-1 | 832-2 | 024-1 | 024-2 | 032-1 | 032-2 | 0420-1 | 0420-2 |
| P | 40 | 32 | 32 | 32 | 32 | 24 | 24 | 32 | 32 | 20 | 20 |
| d1 | #4 | #6 |
#6 |
#8 |
#8 |
#10 |
#10 |
#10 |
#10 |
1/4 | 1/4 |
| dc max | 0.343 | 0.212 | 0.212 | 0.233 | 0.233 | 0.295 | 0.295 | 0.295 | 0.295 | 0.343 | 0.187 |
| Asennusreikien halkaisija min |
0.344 | 0.213 | 0.213 | 0.234 | 0.234 | 0.296 | 0.296 | 0.296 | 0.296 | 0.344 | 0.1875 |
| Asennusreikien halkaisija max |
0.347 | 0.216 | 0.216 | 0.237 | 0.237 | 0.299 | 0.299 | 0.299 | 0.299 | 0.347 | 0.1905 |
| dk max | 0.45 | 0.29 | 0.29 | 0.32 | 0.32 | 0.38 | 0.38 | 0.38 | 0.38 | 0.45 | 0.26 |
| dk min | 0.43 | 0.27 | 0.27 | 0.3 | 0.3 | 0.36 | 0.36 | 0.36 | 0.36 | 0.43 | 0.24 |
| h max | 0.087 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.054 | 0.12 | 0.038 |
| h-kooderi | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 3 | 1 |
| k max | 0.18 | 0.1 | 0.1 | 0.14 | 0.14 | 0.17 | 0.17 | 0.17 | 0.17 | 0.18 | 0.1 |
| k min | 0.16 | 0.08 | 0.08 | 0.12 | 0.12 | 0.15 | 0.15 | 0.15 | 0.15 | 0.16 | 0.08 |
| Asennuslevyn paksuus min |
0.091 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.125 | 0.04 |

Asenna tarvittavat laitteet:
Mutterin asentaminen vaatii erityistä puristuslaitteistoa, tyypillisesti hydraulista tai servosähköistä puristinta. Puristimeen on asennettu erillinen puristustyökalu (rei'itys- ja muottisarja), joka on suunniteltu tietylle mutterikokolle ja levyn paksuudelle. Työkalu käyttää suurta paikallista painetta muuttaakseen levyn mutterin sahalaitaisen pohjan ympärillä.
Hot Tags: Vankka puristusmutteri, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.