- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
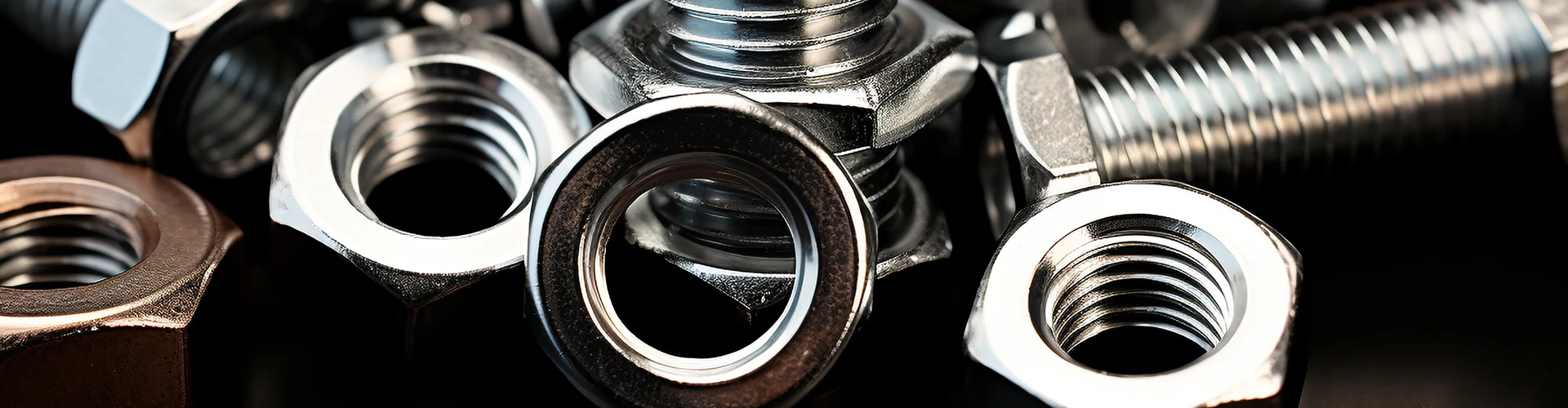


BSP-uros, ontto kuusiopistoke
Suosittelemme Xiaoguo® BSP Male Captive Hollow Hex Plug -pistokkeen ostamista suuria määriä. Tällä tuotteella on vahva sopeutumiskyky ja se voi toimia monenlaisissa paine- ja lämpötilaolosuhteissa, mikä mahdollistaa sen käsittelemisen erilaisissa haastavissa työympäristöissä helposti.
Malli:IS09974-2Type E
Lähetä kysely
Tuotteen Kuvaus
tuotantoprosessi
【1】 Aihion muotoilu
Tanko- tai lankamateriaalien muuttamiseksi aihioiksi, jotka ovat lähellä lopullista muotoa, on kaksi päämenetelmää:
| Prosessimenetelmä | Sovellettavat skenaariot |
| Kylmä suunta | Massatuotanto, erityisesti pienille ja keskikokoisille kierre BSP Male Captive Hollow Hex Plug. |
| Kuuma taonta | Suurikokoiset, monimutkaisen muotoiset tai mekaanisille ominaisuuksille erityisvaatimukset vaativat ruuvitulpat. |

【2】Tarkkuustyöstö
(1) Sorvaus: CNC-sorvin avulla aihion keskeiset osat työstetään hienoksi valmistautumaan seuraaviin prosesseihin. Esimerkiksi tiivistyspinta tiivisterenkaan asennusta varten käännetään ja viisteet koneistetaan.
(2)Poraus: Kierteitetylle BSP Male Captive Hollow -kuusiotulpalle, joka vaatii öljykanavia ja muita rakenteita, suoritetaan poraustoimenpiteet.
(3)Sisäinen kuusikulmiotyöstö: Tämä on avainprosessi sisäisen kuusikulmaisen vetouran luomiseksi.
①Kylmäpään muodostus: Suuren mittakaavan tuotteissa kuusikulmaiset reiät voidaan muodostaa suoraan kylmäpään prosessin aikana, mikä on erittäin tehokasta.
② Rei'itys: Tietyissä prosesseissa kuusikulmaista prismameistiä käytetään sisäisen kuusikulmio painamiseen työkappaleen päähän.
③CNC-jyrsintä: Pienille määrille tai tilauksille, joilla on erityisvaatimukset, CNC-jyrsintä voidaan käyttää kuusikulmaisten reikien tarkkaan työstämiseen.
(4) Kierteiden käsittely: BSP-kierteiden hienotyöstö on ratkaiseva vaihe koko tuotantoprosessissa ja sillä on ratkaiseva merkitys lopullisen suorituskyvyn kannalta.
① Päämenetelmä: Osa muodostetaan yhtenä kappaleena kierresorvausprosessin kautta CNC-sorvauksella. Sorvauksen aikana tarvitaan erityinen 55° kierreleikkaustyökalu.
②Mittojen säätö: Kierteen mittatarkkuus on ydin. Tuotantoprosessin aikana mittarikappaleita ja pysäytysmittareita käytetään tiukkaan tarkastukseen sen varmistamiseksi, että kaikki parametrit, kuten kierteen nousu ja keskihalkaisija, ovat päteviä.

| OSA# | KIERRE | KANKI | MITAT | MPA | ||||
| E | ED | A | L | S | D | N.M | PN | |
| SEG02 | G1/8"X28 | ED-10 | 8 | 12 | 5 | 14 | 11-13 | 40 |
| SEG04 | G1/4"X19 | ED-14 | 12 | 17 | 6 | 19 | 25-30 | 40 |
| SEG06 | G3/8"X19 | ED-17 | 12 | 17 | 8 | 22 | 42-58 | 40 |
| SEG08 | G1/2"X14 | ED-21 | 14 | 19 | 10 | 27 | 72-82 | 40 |
| SEG12 | G3/4"X14 | ED-27 | 16 | 21 | 12 | 32 | 21-140 | 40 |
| SEG16 | G1"X11 | ED-33 | 16 | 22.8 | 17 | 40 | 150-180 | 40 |
| SEG20 | G1.1/4"X11 | ED-42 | 16 | 22.8 | 22 | 50 | 190-280 | 31.5 |
| SEG24 | G1.1/2"X11 | ED-48 | 16 | 22.8 | 24 | 55 | 260-350 | 31.5 |
| SEG32 | G2"X11 | ED-60 | 18 | 26 | 27 | 70 | 340-400 | 31.5 |
| SEG40 | G2-1/2X11 | ED-B40 | - | - | 27 | - | 340-400 | 31.5 |
【3】Lämpökäsittely
Karkaisu ja karkaisu: Suoritamme lämpökäsittelyprosessin – ensin karkaisun, sitten korkean lämpötilan karkaisun. Tämän seurauksena BSP Male Captive Hollow Hex Plugin materiaalista tulee vahvempi ja vähemmän herkkä rikkoutumaan.
【4】 Pinnan viimeistely
(1) Sinkkipinnoitus – Tämä on yleisin ja halvin vaihtoehto. Se antaa perusruostesuojan. Näet sen usein valkoisena, sinisenä tai keltaisena.
(2) Nikkelipinnoitus – Tämä kestää pidempään ruostetta vastaan kuin sinkki ja näyttää kiiltävämmältä.
(3) Dakrotisointi – Tämä on sinkki-alumiinipinnoite ilman kromia. Se kestää erittäin hyvin ruostetta ja kestää suolasuihkutestit paljon pidempään kuin tavallinen sinkitys. Se toimii hyvin todella ankarissa, syövyttävissä ympäristöissä.
(4) Musta oksidi – Tämä luo mustan pinnan. Se auttaa hieman ruosteeseen ja näyttää hyvältä, mutta se naarmuuntuu helposti.
【5】 Tiivistekokoonpano
(1) Asennusmenetelmä – Käytämme automaattisia tai puoliautomaattisia koneita asettamaan tiivisterenkaan tarkasti BSP Male Captive Hollow Hex Plug -tulpan päätypinnassa olevaan uraan.
(2) Irtoamista estävä rakenne – Ura on mitoitettu tarkasti niin, että tiivisterengas pysyy tukevasti paikallaan. Se ei putoa kuljetuksen, asennuksen aikana tai myöhemmin, kun käytät pistoketta.
Hot Tags: BSP Male Captive Hollow Hex Plug, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Pultti
Mutteri
Ruuvi
Nasta
Hitsausmutterit
Itseporaus ja puuruuvit
Pesukone
Sulkemisrengas
Nasta
Niittausosat
Koota metalli
Työkalut ja muut kiinnittimet
Teräslangan köysi
Kierrejousi
Öljytulppa
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.