- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
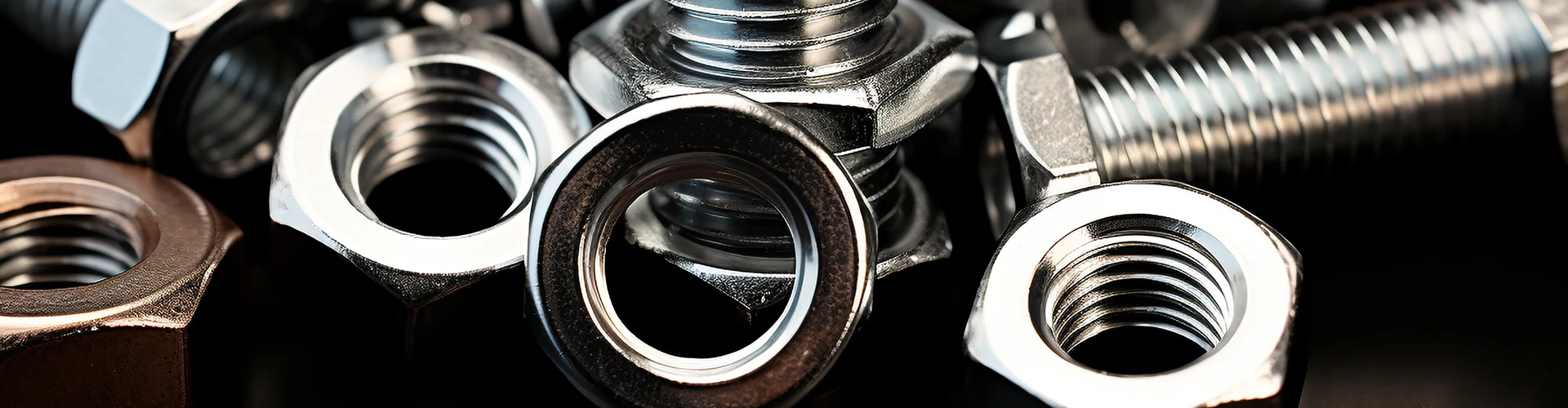


Kuusiolaippahitsausmutterit
Kiinan kuusiolaippahitsausmutterien Xiaoguo® laippapinta korvaa litteän tiivisteen käytön aikana, mikä säästää tiivisteiden hankinta- ja kokoonpanoprosessia. Tuotteen kokonaishinta pienenee 30 %. Se on suosituin valinta suunnitteluhankinnoissa. Jos kiinnostuit, laita viestiä niin laitamme hinnaston.
Lähetä kysely
Tuotteen Kuvaus
Hitsausprosessi
Hex-laippahitsausmutterien ydinhitsausprosessi on vastuspistehitsaus. Se on tehokas ja luotettava liitäntätapa. Toimintaperiaate on nerokas: Mutterin laippapinta on varustettu huolellisesti suunnitelluilla ulkonemilla. Kun hitsausvirta kulkee läpi, näistä ulkonemista tulee alueita, joissa vastuspitoisuus on suurin. Valtavan paineen alaisena ne sulavat nopeasti ja muodostavat siten vahvan hitsiytimen. Työprosessi voidaan jakaa neljään vaiheeseen:
(1) Asemointi ja paineistus
Automaattinen syöttöjärjestelmä asettaa kuusiolaippahitsausmutterit tarkasti perusmateriaaliin. Ylempi ja alempi elektrodi kohdistavat esiasetetun paineen varmistaen tiukan sovituksen mutterin ja metallilevyn välillä.
(2) Sähkölämmitys
Useiden tuhansien ampeerien virta kulki ulkonemien läpi hetkessä, jolloin niiden alla oleva alue sulasi nopeasti.
(3) Paineen säilyminen ja kiteytyminen
Kun virta on katkaistu, elektrodin paine säilyy edelleen, jolloin sula metalli jäähtyy ja kiteytyy paineen alaisena, jolloin muodostuu tiheä hitsausydin.
(4)Nollaus ja viimeistely
Elektrodi nostetaan ja yksi hitsausjakso on suoritettu. Hitsattu mutteri on integroitu peltiin, ja sen kierrelujuus on yleensä suurempi kuin itse perusmateriaalilla.

Tärkeimmät prosessiparametrit
Jotta saavutettaisiin ihanteellisin hitsauslaatu kuusiolaippahitsausmuttereille, seuraavien kolmen avainparametrin tarkka hallinta on erittäin tärkeää:
(1)Hitsausvirta
Tämä on ensisijainen hitsauslujuuteen vaikuttava tekijä. Jos virta on liian pieni, se johtaa epätäydelliseen hitsaukseen; jos se on liian korkea, se voi aiheuttaa kuusiolaippahitsausmutterien roiskeita tai jopa "läpipalamista".
(2) Elektrodin paine
Riittävä paine on välttämätöntä varmistaa, että työkappale on tiukasti kosketuksessa, mutta liiallinen paine voi murskata ulkonemat ennenaikaisesti ja heikentää siten hitsaustehoa.
(3) Hitsausaika
Se on yleensä hyvin lyhyt (muutama kymmenkunta millisekuntia) ja sitä käytetään säätämään lämmöntuotetta, mikä estää mutterin ylikuumenemisen.
Otetaan esimerkkinä 1,5 mm:n vähähiilisen teräslevyn hitsaus yleisillä M8 kuusiolaippahitsausmuttereilla. Viiteparametrit ovat:
Elektrodin paine: 2,5 - 4,0 kN
Hitsausvirta: 8 - 11 kA
Hitsausaika: 8 - 15 jaksoa (noin 0,16 - 0,3 sekuntia)

| Langan koko | M5 | M6 | M8 | M10 | M12 | M14 | M16 | ||
| d | |||||||||
| P | Karkea langan nousu | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | |
| Hieno säikeenkorkeus | / | / | / | / | 15 | 1.5 | 1.5 | ||
| C | Nimellinen koko | ±0,1 | 0.8 | 0.8 | 1 | 1.2 | 1.2 | 1.2 | 1.2 |
| dc | max | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 | |
| min | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 | ||
| e | min | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 | |
| max | 8.5 | 10.9 | 14 | 17.5 | 20 | 23 | 26 | ||
| f | Nimellinen koko | ±0,25 | 1.7 | 2 | 2.5 | 3 | 3 | 4 | 4 |
| g | Nimellinen koko | ±0,1 | 4 | 5 | 6 | 7 | 8 | 8 | 8 |
| m | min | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 | |
| max | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 | ||
| S | max | 8 | 10 | 13 | 16 | 18 | 21 | 24 | |
| min | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.48 | 23.48 | ||
| b | max = nimelliskoko | 2.2 | 2.7 | 2.7 | 2.95 | 3.2 | 3.45 | 3.7 | |
| min | 2 | 2.5 | 2.5 | 2.75 | 3 | 3.25 | 3.5 | ||
| 1000 yksikköä/kg | / | 5.7 | 12.2 | 21.8 | 29.4 | 45.8 | / | ||
Hot Tags: Hex Flange Welding Mutters, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.