- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Koti > Tuotteet > Pultti > Pyöreän pään pultti > Tarkasti suunniteltu kasvojen projisointihitsauspultti





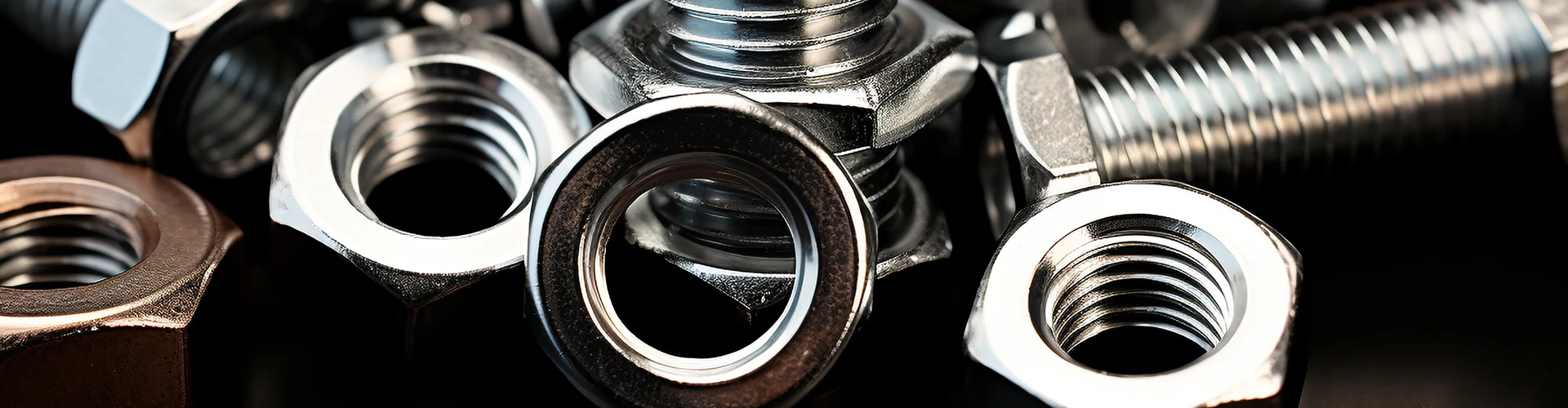
Tarkasti suunniteltu kasvojen projisointihitsauspultti
Tarkkuussuunniteltua kasvojen projisointihitsauspulttia käytetään laajalti autoteollisuudessa tehokkaan ja luotettavan kokoonpanon saavuttamiseksi. Xiaoguon® vientituotteissa kansainvälisten standardien, kuten ISO ja DIN, täyttäminen on prioriteetti, myös tämän pultin osalta. Jos olet kiinnostunut, ota yhteyttä.
Malli:QC/T 599.1-1999
Lähetä kysely
Tuotteen Kuvaus
Tarkasti suunnitellut pintaprojektiohitsauspultit noudattavat vakiokokoja ja kierremäärityksiä, kuten ISO-metriset kierteet (M4, M5, M6, M8, M10) tai yhtenäiset kierteet (UNC/UNF). Tärkeitä mittoja ovat kierteen koko ja pituus, varren halkaisija, pään halkaisija ja paksuus, ja mikä tärkeintä, ulokkeiden muoto (kuinka korkeita ne ovat, niiden halkaisija, kuinka monta niitä on) siinä kohdassa, jossa pultti hitsataan.
Tuotteen edut
Tapa, jolla ulokkeet on suunniteltu tarkkuussuunniteltuun pintaprojektiohitsauspulttiin – kuten rengas sen ympärillä tai useita pieniä kohoumia – on todella tärkeää johdonmukaisten hitsien aikaansaamiseksi. On olemassa vakiomalleja, jotka sopivat yleisimpiin käyttötarkoituksiin, mutta voit myös saada räätälöityjä malleja.
Räätälöidyssä tarkkuustekniikan pinnassa ulkonevat hitsauspultit on ammattimaisesti kalibroitu ja säädetty sopeutumaan tarkasti eri materiaalipaksuuksiin ja lujuusstandardeihin. Jopa vaikeiden materiaalien, kuten kovien metalliseosten ja hauraiden alustojen edessä, ne voivat varmistaa liitoksen vakauden ja rakenteellisen turvallisuuden henkilökohtaisten suunnittelutarpeiden täyttämiseksi.
| ma | M5 | M6 | M8 | M10 |
| P | 0.8 | 1 | 1.25 | 1.5 |
| dk max | 12.4 | 14.4 | 16.4 | 20.4 |
| dk min | 11.6 | 13.6 | 15.6 | 19.6 |
| k max | 2 | 2.2 | 3.2 | 4.2 |
| k min | 1.6 | 1.8 | 2.8 | 3.8 |
| e max | 2.25 | 2.75 | 2.25 | 2.75 |
| e min | 1.75 | 2.25 | 1.75 | 2.25 |
| b max | 3.3 | 4.3 | 5.6 | 6.3 |
| b min | 2.7 | 3.7 | 4.7 | 5.7 |
| h max | 0.8 | 0.9 | 1.1 | 1.3 |
| h min | 0.6 | 0.75 | 0.9 | 1.1 |
| d1 max | 10 | 11.5 | 14 | 17.5 |
| d1 min | 9 | 10.5 | 13 | 16.5 |
| r max |
0.6 | 0.7 | 0.9 | 1.2 |
| r min | 0.2 | 0.25 | 0.4 | 0.4 |
| a max | 3.2 | 4 | 5 | 5 |

Laaduntarkastus ja sertifiointi
Pidä epäjalometallipinnat puhtaina saadaksesi johdonmukaiset hitsit Precision Engineering -hitsauspulteilla. Käytä oikein suunniteltuja ja hyvässä kunnossa olevia elektrodeja. Noudata tarkasti hitsausasetuksia – virta, aika, paine, pitoaika. Ja varmista, että pultin ulokkeet ovat yhdenmukaiset.
Säännöllisten tuhoavien testien, kuten vääntömomentti- tai leikkaustestien, tekeminen on tärkeää prosessin pitämiseksi hallinnassa.
Hot Tags: Precision Engineered Face Projection Welding Bolt, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusikulmainen pultti
Kuusikulmaisen laipan pultti
Neliömäinen pultti
Pyöreän pään pultti
Upotettu pultti
Nyrkki
T-boltti
U pultti
Säätiöpultit
Ankkuripultti
Napakauppa
Heksaalobulaarinen pistorasiapannu pään pultti
Kaksitoista kulmapultti
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.