- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
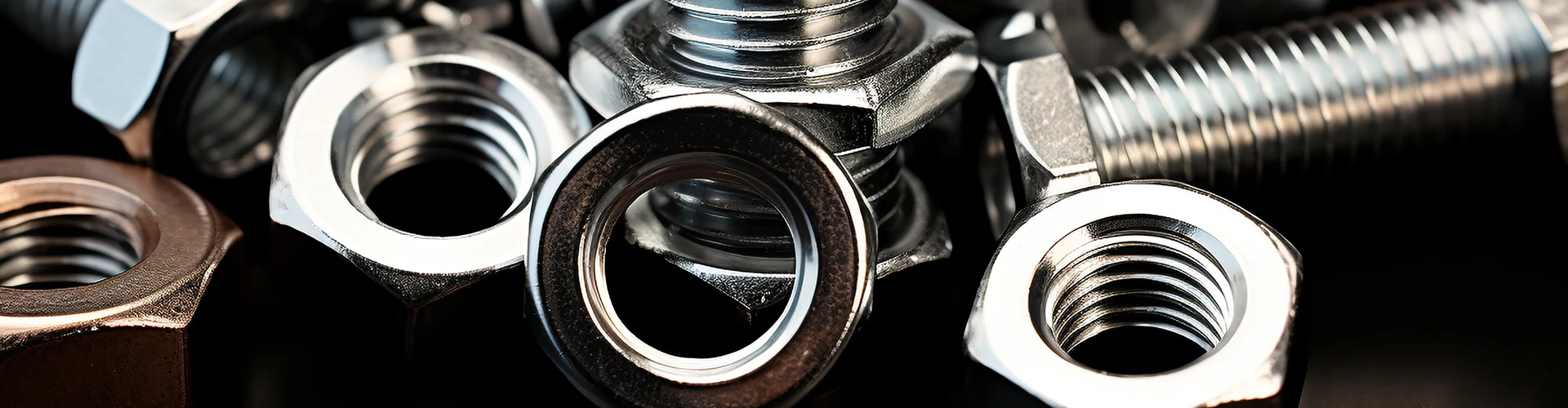


Hex-projektiohitsausmutterit
Pulttien ja aluslevyjen yhdistelmään verrattuna Xiaoguo® Hex Projection Weld Mutterit ovat virtaviivaisempia ja helpottavat varastonhallintaa. Jos kiinnostuneita asiakkaita on saatavilla, voimme tarjota osan heistä ilmaisina näytteinä alustavaa tuotetestausta varten.
Malli:JIS B1196-1.1-1982
Lähetä kysely
Tuotteen Kuvaus
Hex Projection Weld Nuts -muttereiden asennus suoritetaan pääasiassa vastuspistehitsauksella. Tässä on asennusopas.
【1】 Hitsauksen valmistelu
(1)Työkappaleen valmistelu
①Materiaalivaatimukset: Pohjamateriaalin tulee olla hitsattavaa metallia (kuten vähähiilistä terästä, galvanoitua terästä, ruostumatonta terästä jne.), jonka paksuus on yleensä 0,5–5,0 mm.
②Pinnan puhdistus: Ennen hitsausta on poistettava kaikki epäpuhtaudet, kuten öljy, ruoste, maali ja galvanoidut kerrokset pohjamateriaalin hitsausalueelta.
③ Kohdistusreikien käsittely: Ohjattujen muttereiden (ohjaintapeilla) kohdistusreiät on esiporattava pohjamateriaaliin.
(2) Hitsauslaitteet
①Hitsausvirtalähde: On suositeltavaa käyttää keskitaajuista invertteritasavirtahitsauskonetta.
②Hitsauskoneen teho: Hitsauskoneen tehon on oltava riittävä varmistaakseen, että hitsausparametrit ovat sen normaalilla toiminta-alueella.

【2】Hitsausparametrien asetukset
(1) Elektrodin paine
Pienet vähähiilisen teräksen hitsausmutterit: 300 - 1 000 psi (noin 2,1 - 6,9 MPa)
Suuret hitsausmutterit: 1 000 - 2 000 psi (noin 6,9 - 13,8 MPa)
Ruostumattomasta teräksestä valmistetut hitsausmutterit: 1 500 - 5 000 psi (noin 10,3 - 34,5 MPa)
(2) Hitsausvirta
Hitsausvirta tulee määrittää koehitsauksella kuusiokolohitsausmutterien spesifikaatioiden, perusmateriaalin paksuuden ja materiaalin perusteella. Jos virta on liian pieni, se johtaa epätäydelliseen hitsaukseen; jos se on liian korkea, se voi aiheuttaa roiskeita tai hitsauksen läpi.
(3) Hitsausaika
Se mitataan yleensä sykleissä. 1 jakso = 1/50 sekuntia = 0,02 sekuntia (50 Hz:n virtalähteelle).

| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1,25 | 1,25|1,5 | 1,25|1,75 |
| s max | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 max | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| h max | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| h min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 max | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| h1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
【3】 Elektrodin valinta ja suunnittelu
(1) Elektrodin materiaali
CuCrZr: Kupariseostyyppi, jolla on hyvä sähkönjohtavuus ja kovuus
W/Cu: Korkeampi kovuus ja parempi kulutuskestävyys
(2) Elektrodin pinta
Elektrodin pinnan tulee olla tasainen ja oikein keskitetty, jotta varmistetaan tasainen paine kuusioprojektiohitsausmutterien ja työkappaleen välillä.
Tehoelektrodi: On suositeltavaa käyttää litteäpäisiä elektrodeja.
Alempi elektrodi: Se tulee varustaa eristävällä kohdistustapilla. Suosittelemme keraamisia tai keramiikkapinnoitettuja kohdistustappeja.
(3) Elektrodin muoto ja koko
Elektrodien koko ja muoto tulee räätälöidä mutterien ja hitsausasennon mukaan. T
【4】Hitsausvaihetta
(1)Asemointimutteri: Aseta kuusiokolohitsausmutterit alempaan elektrodin säätötappiin, kohdista ohjaustappi työkappaleeseen valmiiksi poratun reiän kanssa ja varmista, että kolme hitsausuloketta koskettavat perusmateriaalia.
(2)Aseta työkappale: Aseta työkappale mutterin päälle varmistaen, että ulkonemat ovat tiiviissä kosketuksessa perusmateriaaliin.
(3) Käytä painetta: Laske yläelektrodi, aseta esiasetettu elektrodipaine ja purista mutteri työkappaletta vasten.
(4)Sähköhitsaus: Liitä hitsausvirta. Virta kulkee kolmen ulkoneman läpi, ja ulkonemat kuumenevat ja sulavat muodostaen hitsisauman.
(5)Paineenpidätyskiteytys: Katkaise virta, säilytä elektrodin painetta lyhyen aikaa, jolloin sulan ytimen jäähtyä ja kiinteytyä paineen alaisena.
(6)Nollaus valmis: Nosta elektrodi ja poista työkappale.
Hot Tags: Hex Projection Weld Mutters, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.