- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
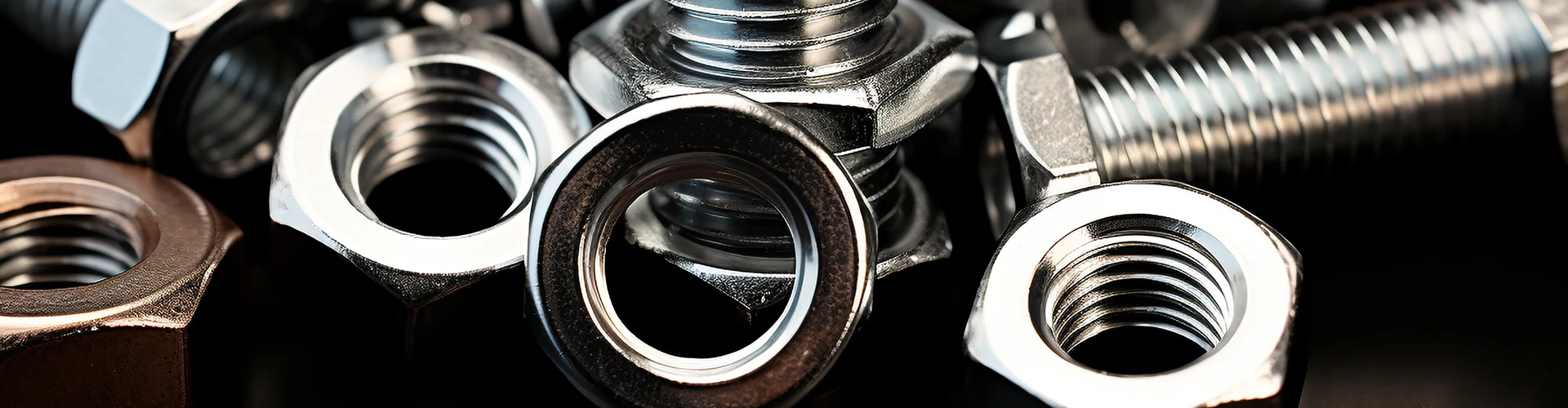


Kuusikulmaiset syväkaulusprojektiohitsausmutterit
Valitse uusimmat Kiinassa valmistetut Xiaoguo® Hexagon Deep Collar Projection -hitsausmutterit. Tavallinen kuusikulmainen pää sopii täydellisesti tavalliseen jakoavaimeen. Kuusikulmainen muotoilu vie pienen alueen, joten se sopii kiinnitykseen ja hitsaukseen rajoitetuissa tiloissa. Kun hitsaus on valmis, pultit voidaan kiristää suoraan.
Malli:JIS B1196-1.1-1982
Lähetä kysely
Tuotteen Kuvaus
Hexagon Deep Collar Projection Weld Nuts -muttereiden pohjassa olevat kolme hitsausuloketta ovat tärkeimmät rakenteelliset ominaisuudet, jotka erottavat ne tavallisista muttereista. Nämä kolme pistettä ovat jakautuneet tasaisesti 120°:ssa ja niillä on seuraavat neljä ydinroolia vastuspistehitsausprosessin aikana:
(1) Virta on keskittynyt ja sulaa ensin.
Ulkonevan kärjen poikkipinta-ala on pienempi kuin mutterin pohjan. Kun hitsausvirta kulkee läpi, virrantiheys kasvaa jyrkästi ulkonevassa kohdassa, jolloin syntyy voimakasta vastuslämpöä, jolloin ulkoneva kohta sulaa ensisijaisesti ennen mutterin runkoa ja perusmetallia.
(2) Kolme pistettä määrittävät tason, jossa on mukautuva epätasaisuus
Kolme pistettä määrää tason. Vaikka pohjamateriaalin pinnassa on pieniä epätasaisuuksia (kuten öljytahroja, pieniä kolhuja ja painaumia) tai jos kuusikulmaisten syväkaulusprojektiohitsausmutterien pohjapinta ei ole täysin tasainen, kolme ulkonevaa pistettä voivat varmistaa, että vähintään kolme pistettä ovat vakaassa kosketuksessa perusmateriaaliin. Tämä vähentää merkittävästi hitsausprosessin herkkyyttä työkappaleen pinnan laadulle ja parantaa hitsauksen onnistumisastetta.
(3) Muodosta kolme symmetristä hitsaussydäntä, joilla on tasainen hitsauslujuus
Kolme ulkonemaa sulavat samanaikaisesti tehoa käytettäessä ja paineen alaisena muodostuu kolme tasaisesti jakautunutta hitsaussydäntä. Verrattuna yksipiste- tai kaksipistehitsaukseen, kolmipisterakenne johtaa tasaisempaan hitsausvoiman jakautumiseen ja vahvempaan vääntö- ja ulosvetovastustukseen.
(4) Sulan metallin rajoittaminen ja roiskeiden vähentäminen
Ulkoneman rakenne rajoittaa sulan metallin paikalliselle alueelle, jossa ulkonema sijaitsee. Elektrodipaineen vaikutuksesta sula metalli leviää rajoitetusti ulospäin, mikä tekee siitä vähemmän todennäköistä, että se puristuu ulos ja muodostaa roiskeita.

Päivittäinen tarkastus
Hexagon Deep Collar Projection Weld Mutters on kiinteästi kiinnitetty työkappaleeseen vastuspistehitsauksella. Normaaleissa käyttöolosuhteissa se ei vaadi läheskään päivittäistä huoltoa. Pitkäaikaisessa käytössä tai erityisissä ympäristöissä asianmukaiset tarkastukset ja huollot voivat kuitenkin pidentää sen käyttöikää ja varmistaa yhteyden luotettavuuden.
(1)Hitsauspisteen ulkonäkö
Tarkkaile silmämääräisesti tai suurennuslasilla, ettei siinä saa olla halkeamia, ruostetta eikä merkkejä hitsauksen irtoamisesta. Jos halkeamia tai irtoamista löytyy, hitsaus on hitsattava uudelleen tai mutteri on vaihdettava.
(2)Laippa/pohjasovitus
Silmämääräinen tarkastus sen varmistamiseksi, että laipan pinta on tiukasti kiinni työkappaleessa ilman vääntymistä. Vääntyminen voi olla merkki huonosta hitsauksesta ja lujuus tulee arvioida.
(3) Kierteen kunto
Mittarilla tai silmämääräisellä tarkastuksella, jos kierre on ehjä ilman luistoa tai rautaviilan tukoksia, muutoksia ei tarvita. Jos on pieni tukos, voidaan käyttää hanalla varustettua kalvinta; Jos luistoa esiintyy, kuusikulmainen syväkaulusprojektiohitsausmutterit on vaihdettava.
(4) Ruosteenestokerros
Silmämääräinen tarkastus varmistaaksesi, että pinnoite tai viimeistely on täydellinen ilman suuria ruostealueita. Paikallinen ruoste voidaan korjata ruosteenestomaalilla tai kylmäsinkityssuihkeella.

| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1,25 | 1,25|1,5 | 1,25|1,75 |
| s max | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 max | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| h max | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| h min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 max | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| h1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
Hot Tags: Hexagon Deep Collar Projection Weld Mutters, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.