- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Koti > Tuotteet > Mutteri > Kuusikulmainen laippamutteri > Erittäin luja hitsattu kuusiomutteri laipalla





Erittäin luja hitsattu kuusiomutteri laipalla
Suurin lujuuden hitsatun kuusiokolomutterin ja laipan tärkein etu on niiden korkea ulosvetolujuus, tärinänkestävyys ja helppo kohdistus kokoonpanon aikana. Xiaoguo® tarjoaa kilpailukykyisen hinnoittelun ja tehokkaat kansainväliset kuljetuspalvelut. Voimme tarjota ilmaisia näytteitä.
Malli:Q 366-2012
Lähetä kysely
Tuotteen Kuvaus
Hiiliteräksestä valmistettu luja hitsattu kuusiomutteri laipalla sopii yleensä luokkiin, kuten 5, 8 tai 10 (ASTM A563) tai vastaaviin ISO-ominaisuusluokkiin, kuten 8, 10, 12. Tämä varmistaa, että niillä on tietyt mekaaniset ominaisuudet. Ruostumattomasta teräksestä valmistetut vastaavat yleensä ASTM A194/A194M- tai ASME-standardit, jotka kattavat niiden kemiallisen koostumuksen ja sen, kuinka hyvin ne kestävät korroosiota, mikä on tärkeää näille pähkinöille.
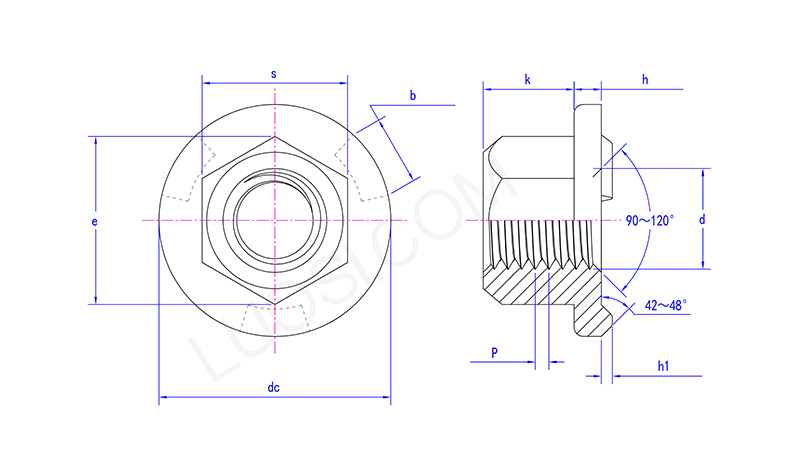
| ma | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 max | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.9 | 1.1 | 1.1 | 1.1 |
| dc max | 22.5 | 26.5 | 30.5 | 33.5 |
| dc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e min | 13.6 | 16.9 | 19.4 | 22.4 |
| h max | 2.75 | 3.25 | 3.25 | 4.25 |
| h min | 2.25 | 2.75 | 2.75 | 3.75 |
| b max | 6.1 | 7.1 | 8.1 | 8.1 |
| b min | 5.9 | 6.9 | 7.9 | 7.9 |
| k min | 9.64 | 12.57 | 14.57 | 16.16 |
| k max | 10 | 13 | 15 | 17 |
| s max | 13 | 16 | 18 | 21 |
| s min | 12.73 | 15.73 | 17.73 | 20.67 |
Varotoimenpiteet:
Erittäin luja hitsattava kuusiomutteri laipalla oikein tarkoittaa oikeiden hitsausvaiheiden käyttöä. Mutteri on asetettava oikeaan kohtaan ja pidettävä tiukasti työkappaleen pintaa vasten – varmista ensin, että pinta on puhdas ja valmis. Projektiohitsauksessa sinun on käytettävä oikeaa virtaa, ajoitusta ja painetta. Valokaarihitsauksessa on kyse oikeasta tekniikasta. Joka tapauksessa tämän saaminen oikein on tärkeää. Tarvitset hitsin, joka menee läpi koko matkan, mutta ei sotke mutterin kierteet. Näin varmistat, että liitos kestää.
Asennusohjeet:
Korkean lujuuden hitsauksen laipalla varustetun kuusiokolomutterin heijastamiseen tarvitaan yleensä erityinen vastushitsauskone. Siinä on oltava oikeat elektrodin paine-, virta- ja ajoitusasetukset, jotka sopivat mutterin kokoon ja materiaaliin. Tarkista valmistajan tietosivulta ehdotetut asetukset, jotka sopivat tiettyihin muttereihin.
Hot Tags: Erittäin luja hitsattu kuusiomutteri laipalla, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.