- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
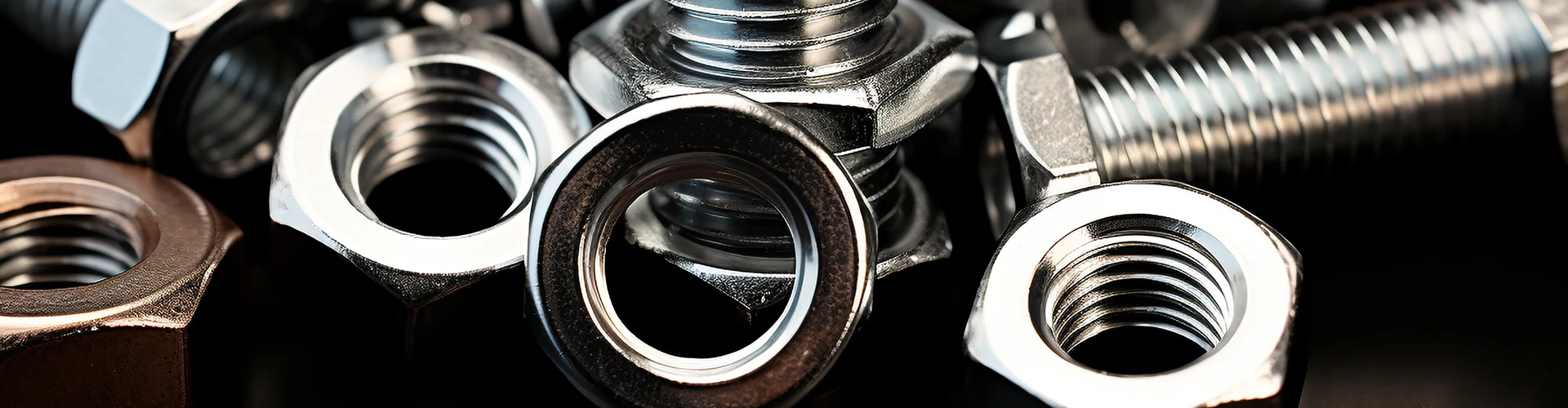





Tarkkuussuunniteltu kuusikulmainen hitsausmutteri
Precision Engineered kuusikulmainen hitsausmutteri on usein valmistettu korkealaatuisista materiaaleista, kuten teräksestä tai ruostumattomasta teräksestä, mikä varmistaa erinomaisen hitsattavuuden ja pitkäkestoisen lujuuden. Kestävä kehitys on tärkeää Xiaoguolla®; Yritys, kuten monet eteenpäin katsovat valmistajat, käyttää ympäristöystävällisiä materiaaleja ja prosesseja vähentääkseen ympäristöjalanjälkeään.
Malli:DIN 929-2000
Lähetä kysely
Tuotteen Kuvaus
Precision Engineered Hexagon Weld Nut -lukkoaluslevyjen materiaalivalinnalla on suora vaikutus niiden suorituskykyyn. Teräs tai ruostumaton teräs on yleensä pääraaka-aine, mutta eri teräslajien suorituskyvyssä on merkittäviä eroja. Tavallisesta teräksestä valmistettujen aluslevyjen suorituskyvyn määrää suurelta osin hiilipitoisuus. Vähähiilisempi teräs on rakenteeltaan pehmeämpää ja helpompi käsitellä ja muotoilla. Tämä ominaisuus tuo mukavuutta valmistusprosessiin, voi parantaa tuotannon tehokkuutta ja vähentää käsittelyn vaikeuksia. Keskikokoisella hiiliteräksellä on hyvä kokonaisvaltainen suorituskyky saavuttaen hyvä tasapaino lujuuden ja sitkeyden välillä, ja se sopii skenaarioihin, joissa molemmille on tietyt vaatimukset. Korkean hiilipitoisuuden omaavilla teräksillä on korkeampi kovuus, mutta ne ovat myös hauraampia.
Mitä tulee ruostumattomasta teräksestä valmistettuihin aluslevyihin, näet usein tyyppejä, kuten 304 tai 316. Ne sisältävät ainesosia, kuten kromia ja nikkeliä – ainesosia, jotka tekevät niistä vähemmän alttiita ruosteelle ja kestävämpiä.
| ma | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| d1 max | 4.47 | 5.97 | 6.96 | 7.96 | 10.45 | 12.45 | 14.75 | 16.75 | 18.735 |
| d1 min | 4.395 | 5.895 | 6.87 | 7.87 | 10.34 | 12.34 | 14.64 | 16.64 | 18.605 |
| e min | 8.15 | 9.83 | 10.95 | 12.02 | 15.38 | 18.74 | 20.91 | 24.27 | 26.51 |
| h max | 0.55 | 0.65 | 0.7 | 0.75 | 0.9 | 1.15 | 1.4 | 1.8 | 1.8 |
| h min | 0.45 | 0.55 | 0.6 | 0.6 | 0.75 | 0.95 | 0.8 | 1 | 1 |
| h1 max | 0.25 | 0.35 | 0.4 | 0.4 | 0.5 | 0.65 | 0.8 | 1 | 1 |
| h1 min | 0.15 | 0.25 | 0.3 | 0.3 | 0.35 | 0.5 | 0.6 | 0.8 | 0.8 |
| s max | 7.5 | 9 | 10 | 11 | 14 | 17 | 19 | 22 | 24 |
| s min | 7.28 | 8.78 | 9.78 | 10.73 | 13.73 | 16.73 | 18.67 | 21.67 | 23.67 |
| H max | 3 | 3.5 | 4 | 5 | 6.5 | 8 | 10 | 11 | 13 |
| H min | 2.75 | 3.2 | 3.7 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 12.57 |
Tuotetiedot
Tarkasti suunnitellun kuusikulmaisen hitsausmutterin asentaminen vaatii oikeat työkalut ja harjoittelua. Puhdista ensin mutteri ja metalli, missä se menee – se auttaa hitsausta pysymään paremmin. Yleensä käytät hitsauskonetta, joka käyttää sähköä molempien osien läpi. Vastus lämmittää kaiken sulattaen mutterin pienet kolhut niin, että se tarttuu metalliin. Sinun on myös painettava alas oikealla määrällä hitsauksen aikana varmistaaksesi, että se tiivistyy tasaisesti. Joissakin muttereissa on pieni kieleke tai ohjain, joka helpottaa sijoittamista.

K: Mitä pintakäsittelyjä tarjoat tarkkuussuunnitelluille kuusikulmaisille hitsausmuttereille?
V: Kuusiokolohitsausmuttereissamme on muutama erilainen pinnoite ruosteen torjumiseksi. Kunnollisen ruostesuojauksen takaamiseksi varastoinnin tai säännöllisen käytön aikana sinkkimme ne usein. Voit saada sen kirkkaana, sinisenä tai keltaisena. Jos tarvitset jotain raskaampaa, kuumasinkitys antaa paljon paksumman sinkkikerroksen. Siellä on myös mustaa oksidia - se antaa sille tumman pinnan ja hieman ruostesuojaa. Käytämme ruostumattomasta teräksestä valmistetuissa muttereissa usein passivointia pitääksemme niiden ruosteenkestävyyden ennallaan. Joten valitse vain sen perusteella, missä projektiasi aiotaan käyttää.
Hot Tags: Tarkkuussuunniteltu kuusikulmainen hitsausmutteri, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.