- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
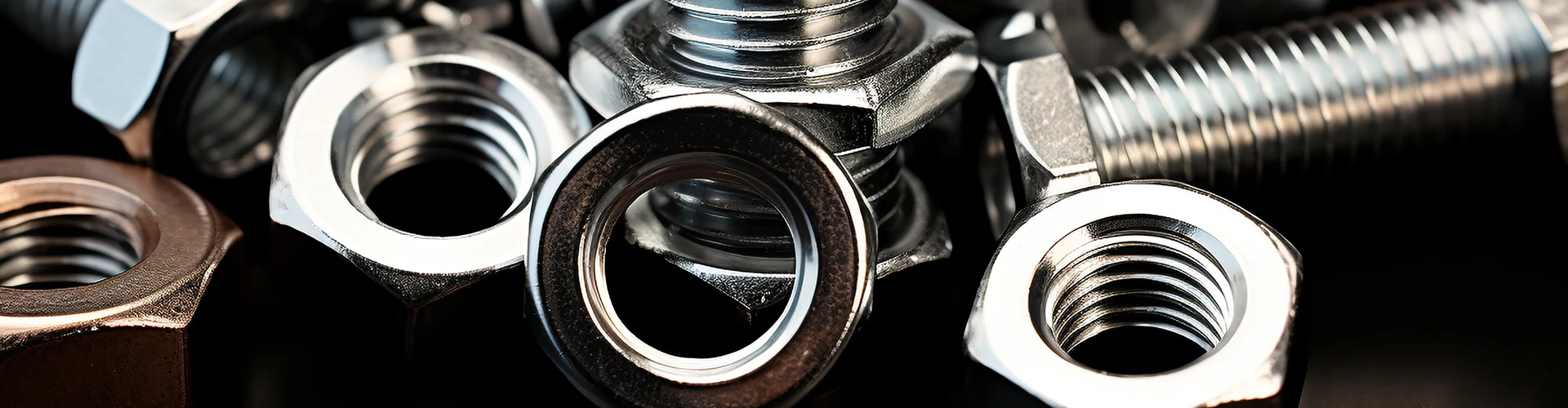



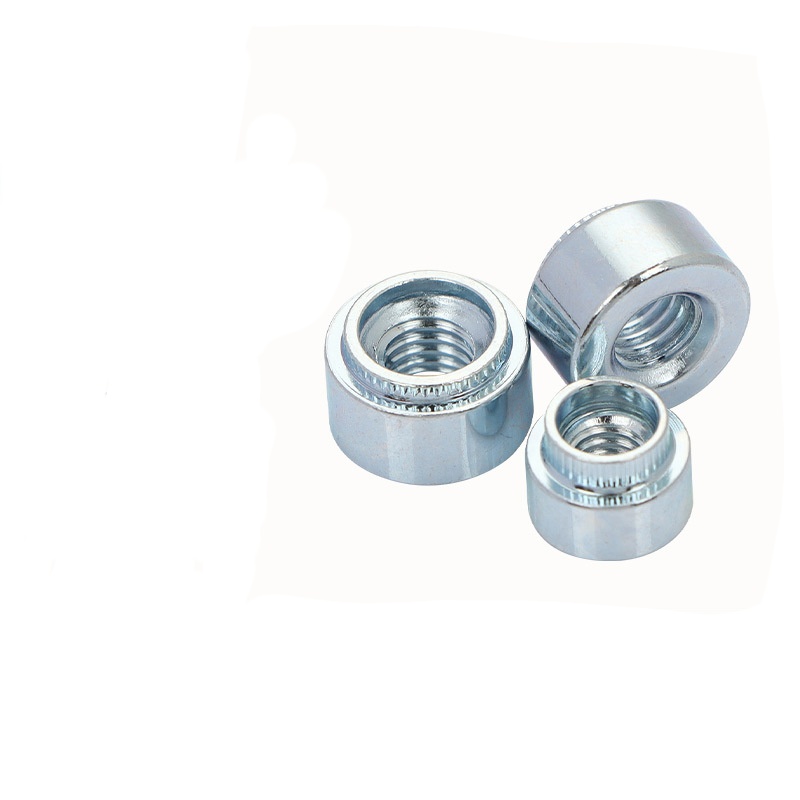

Blackening Treatment Pyöreä itsekiinnittyvä mutteri
Xiaoguo® investoi nykyaikaisiin koneisiin tasaisen tuotteen laadun takaamiseksi.Mustauskäsittelyn asennus pyöreänä itsepuristuva mutteri-Mustauskäsittely sisältää tuurnan vetämisen sen keskustan läpi, jolloin alaosa deformoituu säteittäisesti ulospäin, jolloin materiaalin sokealle puolelle muodostuu suuri, turvallinen tukipinta.
Malli:QIB/IND ZS
Lähetä kysely
Tuotteen Kuvaus
Jotta pyöreä itsepuristuva mutterikäsittely toimisi paremmin ja kestäisi pidempään, ne saavat erilaiset pintapinnoitteet. Tässä on alhainen kuvaus yleisistä:
Teräsmutterit sinkitään usein, voit saada kirkkaan, keltaisen tai mustan kromaattipinnan. Se on kustannusystävällinen tapa suojata niitä ruosteelta. Sitten on Geomet™, joka on sinkkihiutalepinnoite. Se on todella hyvä korroosiota ja kemikaaleja vastaan, ja se täyttää monet autoteollisuuden standardit.
Ruostumattomasta teräksestä valmistetut mutterit käyvät yleensä läpi passivointiprosessin. Se vain parantaa niiden jo olemassa olevaa korroosionkestävyyttä. Alumiinimutterit voivat anodisoitua (joka voi olla kirkasta tai värillistä) tai saada kemiallisen kalvon (se on kromaattikonversiopinnoite).
Kaikki nämä pinnat tekevät saman tehtävän: ne suojaavat mutterit kosteudelta, kemikaaleilta ja kulumiselta. Se on tärkeää, jos haluat niiden kestävän pitkään.
Alan standardit ja parametrit:
Itsepuristuva pyöreä tummuusmutteri noudattaa alan sääntöjä, jotka perustuvat yleensä DIN 7337:ään tai vastaavaan. Tämä varmistaa, että ne voivat korvata toisensa riippumatta siitä, kuka ne tekee.
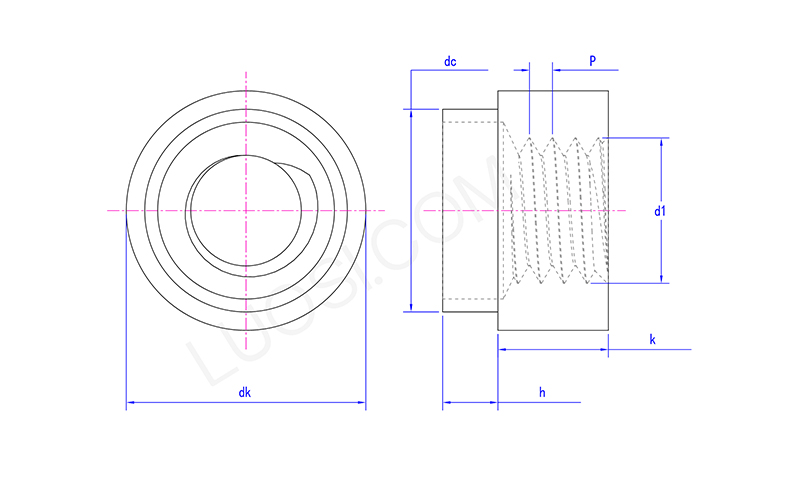
Mittaat ne eri tekijöillä: kierteen koon (kuten M4, M5 ja niin edelleen), rungon leveyden, laipan leveyden ja materiaalin paksuuden, kun käytät niitä. Vakiokierrekoot vaihtelevat yleensä M3:sta M12:een.
Suuri ero on, että näiden mutterien asennuksen jälkeen laippa (osa, joka leviää) on paljon leveämpi kuin runko ennen. Tämä tekee niistä niin hyviä olemaan vetäytymättä materiaalien läpi.
Kun valitset mutterin, sinun on tiedettävä tarkat mitat. Sinun on sovitettava mutteri reiän koon ja materiaalin paksuuden mukaan. Jos et, se ei toimi oikein.
| ma | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Mitä työkaluja tarvitaan asennukseen?
Mustankäsittelykäsittelyn pyöreän itsekiinnittyvän mutterin asentamiseen tarvitset erityisen säätötyökalun, jota kutsutaan karaksi. Tämä työkalu kiertyy mutterin sisäkierteisiin. Kun vedät työkalua tai kohdistat siihen voimaa, se saa mutterin laajenemaan ulospäin ja muuttaa sen muotoa niin, että se tarttuu tiukasti putken seinämään.
On olemassa manuaalisia säätötyökaluja, mutta useimmissa tapauksissa, erityisesti tehdasasetuksissa, pneumaattiset tai hydrauliset työkalut ovat parempia. Ne antavat tasaisen voiman, mikä varmistaa, että mutteri on asennettu oikein joka kerta. Tämä johdonmukaisuus on avain luotettavan suorituskyvyn kannalta, varsinkin kun teet paljon asennuksia.
Hot Tags: Blackening Treatment Pyöreä itsekiinnittyvä mutteri, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Kuusiomutteri
Neliömäinen mutteri
Kuusikulmainen laippamutteri
Lukkomutteri
Korkkimutteri
Kuusikulmainen uramutteri
Ruuvaa mutteri käsin
Pyöreä mutteri
Napat Pähkinät
T-mutteri
Ruoko pähkinä
Muut pähkinät
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.